




不锈钢板发货快货源稳定视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:不锈钢板发货快货源稳定的图文介绍
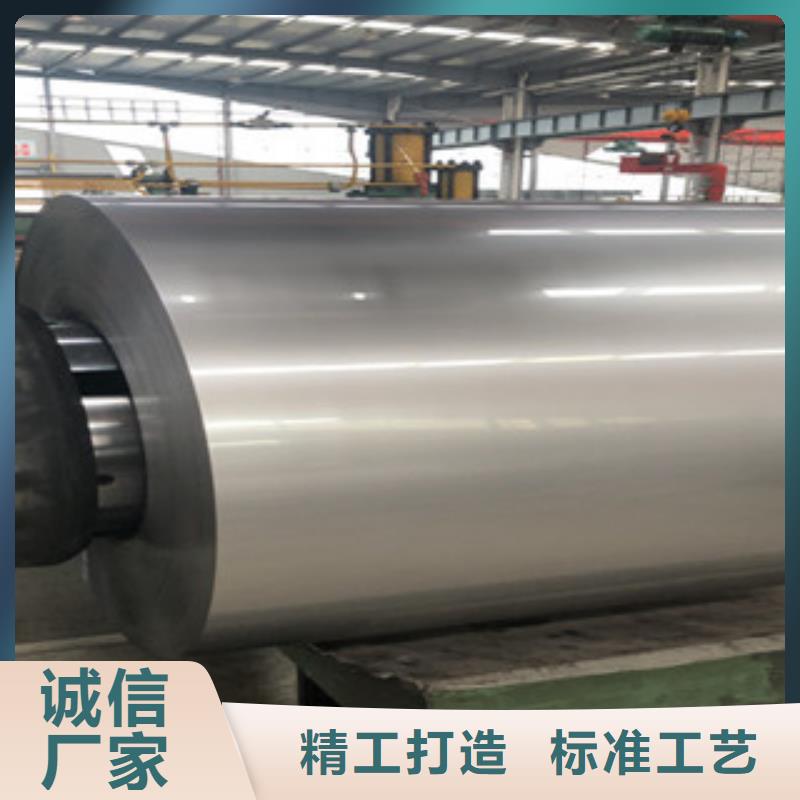
不锈钢板的尺寸规格作为一种利用极其广泛的钢材,不管是在耐蚀性、耐热性,低温强度和机械特性等方面,还是在冲压、弯曲等热加工方面都是有着出色的。而目前国内的不锈钢板尺寸规格是怎么样的呢。不锈钢板规格有:1*2米,1.5*3米,4*8尺(1220*2440MM),1220*3048MM,1.5*6米。 厚度有:0.1-60MM。而不锈钢卷板的规格厚度为0.3-3.0厘米,宽度1米、1.22米、1.5米、1.8米。后还有一种特种不锈钢板,就是我们常称之为的304不锈钢板的规格是。宽度:1000mm、1220mm、1250mm、1500mm、1800mm、2000mm板面厚度:100mm、122mm、125mm、150mm、180mm、200mm。 不锈钢板的价格大家都知道不锈钢板属于民生建材用品。所以,不锈钢板的价格不是固定不变的,它会根据市场的需求价格发生变化。一般不锈钢板材都会在每天更新一遍的报价,但是每天的上涨幅度或者是下跌幅度都不可能很大。 一般的不锈钢板材的价格就是在13000元/吨。各地的市场行情和使用需求不一致,这个价格只是作为一个参考价格。具体的价格可以站查看。不锈钢板的使用领域大多数的不锈钢板主要是用在家居生活上面,当然工业用的不锈钢板也是比较多的。


十一长假挨近,收购开端开释,成交有所放量,加上部分地区资本偏紧,价格顺势上抬,供需面略有改观。今天质料价格行情稳势继续稳固,市场活跃度不足。鉴于长时间来看市场低迷的态势并没有改动,估量不锈钢板价格偏稳盘整为主。 节前走量相对顺利,成交略有议价;在坯料上涨的影响下现货相对,但节后在衍生品市场的空头恐怕不会容易撤离,市场观望心情仍存,估量短期矿价暂稳盘整运整体来看,周日市场收购发展较低,单个大户由于不开盘放假 ,需要,贸易商出货偏淡,大都贸易商日出货量仍不足500吨。 近来,清洁空气联盟与清华大合发布京津冀能否完成2017年PM2.5改进方针根据大气国十条的京津冀区域细颗粒物污染方针作用评估指出,工业进程和民用有些是京津冀区域一次PM2.5的首要来历,别离贡献了54%和29%。 面临越来越严肃的污染局势和越来越严格的环保法规,不锈钢板行业的可发展正面临着的艰难。目前不锈钢板厂存在两方面疑问:的有些污染源排放无法满意新排放规范的需求;另一方面,新排放规范新增了污染物项目,从未监测过,是不是超支不清楚,存在较大危险。



不锈钢板的原理是钢中加入磷、铜、铬、镍等量元素后,使钢材表面形成致密和附着性很强的保护膜,阻碍锈蚀往里扩散和发展,保护锈层下面的基体,以减缓其腐蚀速度。在锈层和基体之间形成的约50μm~100μm厚的非晶态尖晶石型氧化物层致密且与基体金属黏附性好,由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材料纵深发展,大大提高了钢铁材料的耐大气腐蚀能力。不锈钢板是可减薄使用、裸露使用或简化涂装,而使制品抗蚀延寿、省工降耗、升级换代的钢系,也是一个可融入现代冶金新机制、新技术、新工艺而使其持续发展和创新的钢系。
不锈钢板一般采用精料入炉-冶炼(转炉、电炉-合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。由于钢中加入稀土元素,不锈钢板得到净化,夹杂物含量大为减少。



博鑫轩金属制品有限公司(通辽分公司)位于东方钢材城。本公司主要经营各种 不锈钢光圆产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!


不锈钢板焊接过程:
1、保护金属表面,严禁随处引弧,任意用铁锤敲击金属表面。
2、与不锈钢板焊接的临时性构件(如马板、吊耳等),要使用相同的不锈钢板材料,采用相应的焊接工艺。
3、焊接不锈钢板钢管时,管内应通惰性气体进行净化,焊接时焊缝附近区域必须持续有氩气保护。
4、焊接不锈钢板钢管时,需用TIG焊打底。
5、使用不锈钢板材质的砂轮和钢丝刷等进行打磨和清理工作。
三、焊后处理:
焊后应对焊缝及近缝区做酸洗、钝化处理。 酸洗、钝化具体步骤应该这样:
1、先将焊缝表面清理干净。
2、再将酸洗、钝化膏涂抹于焊缝及近缝区具有氧化皮处,涂膜厚度为1—3mm。
3、反应一般为1-10分钟,0℃以下,氧化皮厚处,需适当延长时(反应时间视膏体品牌及金属氧化膜厚度而定)。待反应完全后,用抹布或丝刷擦除,清水冲净即可。
以上就是昌盛源金属材料有限公司整理的不锈钢板焊接技术要求,工艺技术水平的高低决定了不锈钢板产品品质,华祥认为,不锈钢板生产制造企业想要立足市场,就必须在技术工艺创新上下功夫,不断产品质量和性能,从而增强企业的核心竞争力。
1、保护金属表面,严禁随处引弧,任意用铁锤敲击金属表面。
2、与不锈钢板焊接的临时性构件(如马板、吊耳等),要使用相同的不锈钢板材料,采用相应的焊接工艺。
3、焊接不锈钢板钢管时,管内应通惰性气体进行净化,焊接时焊缝附近区域必须持续有氩气保护。
4、焊接不锈钢板钢管时,需用TIG焊打底。
5、使用不锈钢板材质的砂轮和钢丝刷等进行打磨和清理工作。
三、焊后处理:
焊后应对焊缝及近缝区做酸洗、钝化处理。 酸洗、钝化具体步骤应该这样:
1、先将焊缝表面清理干净。
2、再将酸洗、钝化膏涂抹于焊缝及近缝区具有氧化皮处,涂膜厚度为1—3mm。
3、反应一般为1-10分钟,0℃以下,氧化皮厚处,需适当延长时(反应时间视膏体品牌及金属氧化膜厚度而定)。待反应完全后,用抹布或丝刷擦除,清水冲净即可。
以上就是昌盛源金属材料有限公司整理的不锈钢板焊接技术要求,工艺技术水平的高低决定了不锈钢板产品品质,华祥认为,不锈钢板生产制造企业想要立足市场,就必须在技术工艺创新上下功夫,不断产品质量和性能,从而增强企业的核心竞争力。


